wrzesień 2019 – wrzesień 2020
Pracowaliśmy jako partner odpowiedzialny za projekt i wykonanie części mechanicznej i obudowy celi.
Moja rola:
- Kierownik projektu, główny projektant – część mechaniczna
- Opracowanie layoutu – analiza przestrzeni pracy trzech robotów
- Przygotowanie wstępnego projektu (model 3D), rysunków na potrzeby weryfikacji rozwiązania przez klienta
- Współtworzenie oferty cenowo-terminowej
- Koordynacja pracy zespołów konstrukcyjnych i automatyki
- Opracowanie dedykowanego przenośnika z gniazdami Poka-Yoke
- Projekt techniczny
- Analiza wytrzymałościowa MES wybranych elementów
- Dokumentacja wykonawcza
- Nadzór nad wykonaniem części i montażem
- Uruchomienie, prowadzenie testów zakładowych
- Uczestnictwo w testach odbiorowych (FAT)
Opis projektu
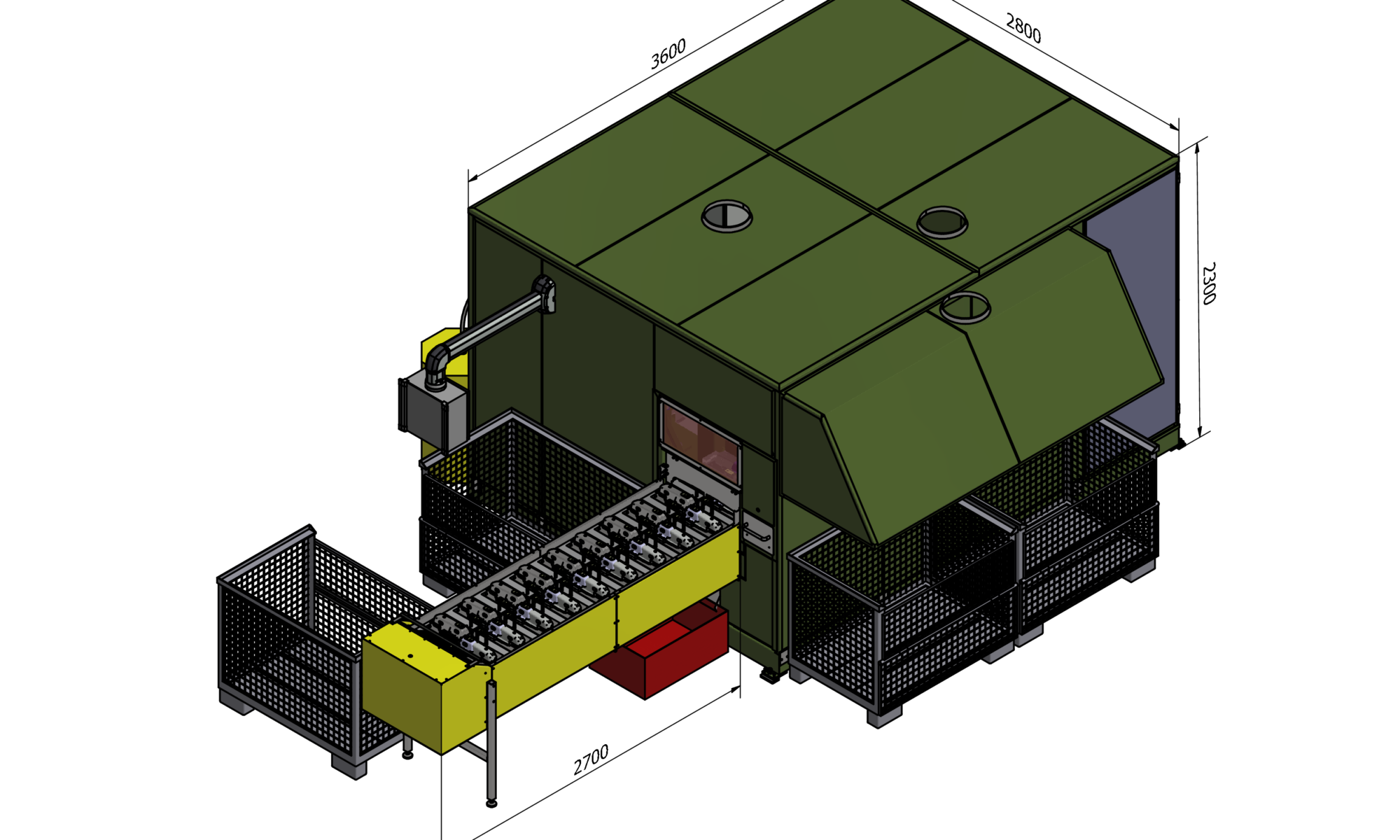
Cela Spawalnicza jest kompleksowym rozwiązaniem zapewniającym wykonanie złożenia części i ich połączenia w procesie spawania.
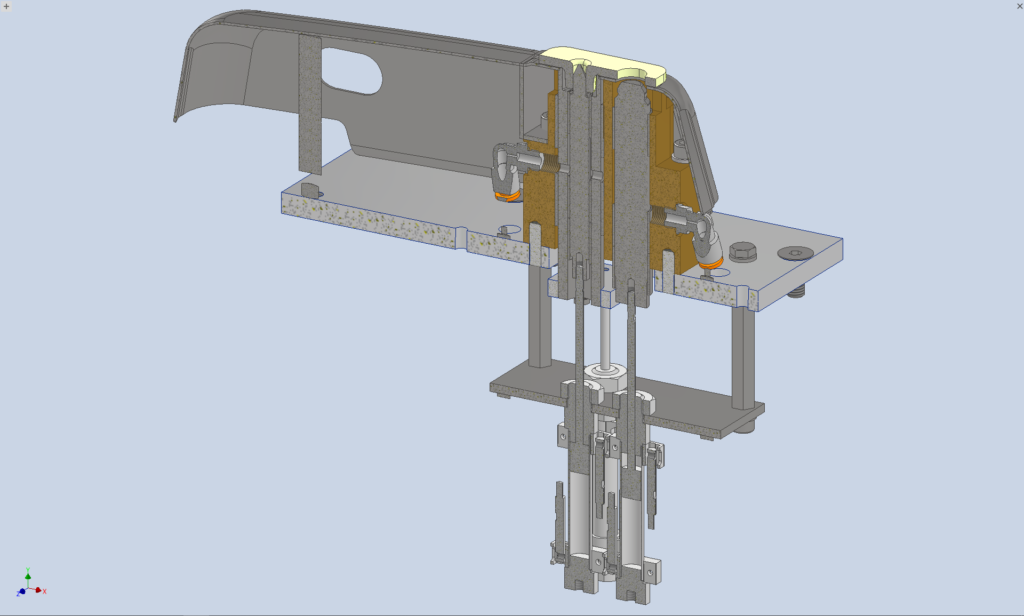
Części składowe wyciągane są przez operatora z koszy stojących przy Celi i układane na przenośniku. Kształtowe gniazda zapewniają właściwe ułożenie części, (nie da się ich ułożyć na niewłaściwym gnieździe, lub w innej orientacji). Na jednej sekcji przenośnika układane są równocześnie części „lewe” i „prawe. Dodatkowo części na przenośniku przejeżdżają przez kształtową bramkę, będącą drugim stopniem kontroli, a zarazem elementem bezpieczeństwa, zatrzymującym maszynę w razie pozostawieniu innych przedmiotów na przenośniku. Ostatnim ogniwem kontroli przed złożeniem detali, znajdujący się już wewnątrz Celi, jest kontrola ich obecności i orientacji zapewniona przez system wizyjny.
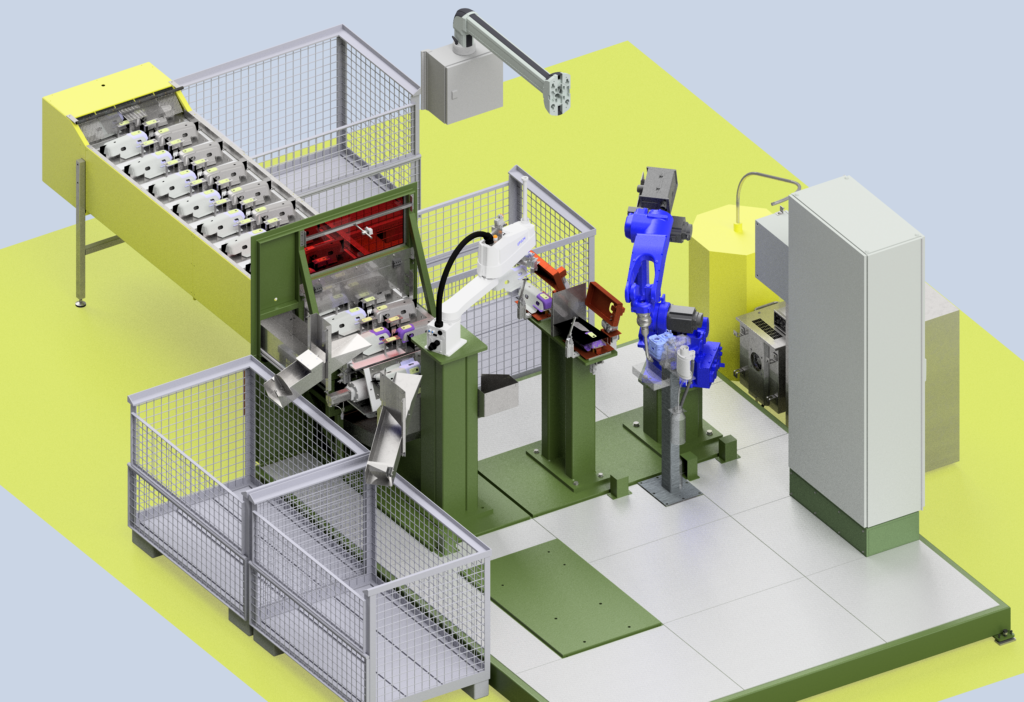
Wewnątrz obudowy pracują dwa roboty. Pierwszy, typu SCARA, pobiera obie części z przenośnika i składa je w całość bezpośrednio na gniazdach spawalniczych. Spawanie realizuje drugi robot, tym razem 6-cio osiowy. Po spawaniu SCARA zdejmuje gotowe elementy i odkłada je na odpowiednie rynny zrzutowe.
W Celi „prawe” i „lewe” detale są spawane naprzemiennie. Gdy na jednym gnieździe odbywa się spawanie, drugie jest opróżnianie i składany jest na nim kolejny element.

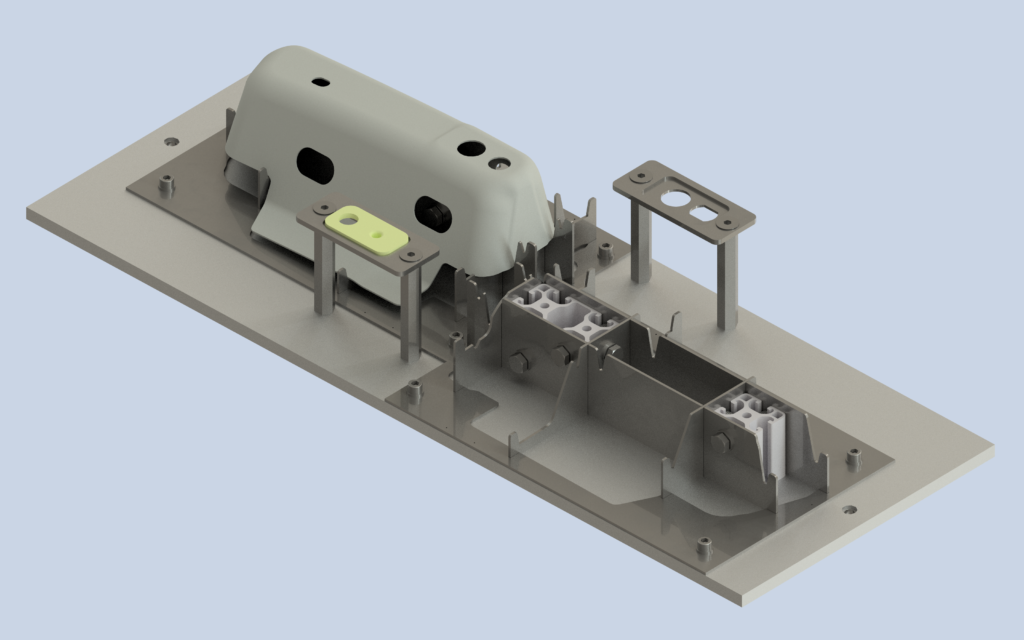
Proces polega na przyspawaniu grubego małego elementu z dwoma otworami do wytłoczki blaszanej. Aby zapewnić ciągłość procesu zaprojektowaliśmy przenośnik buforujący. Posiada on 24 pary gniazd kształtowych zapewniających bezbłędne ułożenie detali. Ze względu na dużą ilość tych gniazd bardzo kosztowne było by ich wykonanie jako pojedyncze bryły, zatem opracowałem znacznie tańszą wersję opartą na 5 przekrojach.
W zrealizowanej celi pracuje jedn robot spawający. Jeśli zajdzie potrzeba zwiększenia tempa produkcji jest tam miejsce na drugie stanowisko spawalnicze z drugim robotem.
Rodzaje efektów uzyskanych w wyniku wdrożenia pracy
Bezpieczeństwo pracy:
Czyste powietrze – proces składania i spawania odbywa się w zamkniętej przestrzeni, system wyciągowy zapewnia lekkie podciśnienie wewnątrz.
Ochrona wzroku – obudowa celi zapewnia pełną ochronę przed promieniowaniem powstającym podczas spawania.
Konstrukcja:
Kształtowe gniazda przenośnika zapewniają właściwe ułożenie części na przenośniku, co zapewnia bezproblemowe ich pobranie przez robota. Przenośnik składa się z 26 płyt, po dwa gniazda na każdej płycie. Wykonanie takiej ilości gniazd obróbką ubytkową czy przyrostową było by ogromnym kosztem. Zastosowano tu zatem odwzorowanie kształtu elementów za pomocą wybranych przekrojów. Dla detali w tym procesie potrzebne było 5 przekrojów, plus blacha obrysowa zapewniająca łatwiejszą identyfikację gniazd przez operatora. Ich sumaryczny koszt dla całego przenośnika jest porównywalny z kosztem wytworzenia jednej płyty (2 gniazda) metodami ubytkowymi.
Ergonomia:
Części składowe operator nakłada na segmentowy transporter podający, który jest wykonany w sposób uniemożliwiający niewłaściwe posadowienie części.
Przenośnik stanowi bufor części dla procesu co zapewnia operatorowi dostateczną ilość czasu na inne czynności okołoprocesowe (wymiana kontenera z wyrobem gotowym, zapewnienie podzespołów wsadowych na stanowisku załadunku, etc), bez uszczerbku dla wydajność i powtarzalności procesu.
Ekonomia:
Cela obsługuje 2 rodzaje elementów bez konieczności przezbrajania.
Maszyna wyróżnia się łatwością obsługi – proces nie wymaga od operatora wykonania złożenia części wsadowych będących składowymi gotowego wyrobu (wykluczamy niewłaściwe złożenie i redukujemy czas).
Wyrób gotowy wykonany jest w czasie poniżej 22s (wymaganie klienta to 22s – 160 szt/h). Maszyna po optymalizacji procesu spawania (spawanie MAG impulsowe) osiągnęła max wydajność 200 szt./h.
W rzeczywistości nadwyżka czasu jaką osiągnęliśmy po optymalizacji procesu, wykorzystana została na przerwę konserwacyjną (co 4 h pracy czyszczenie stanowisk spawalniczych)
Jakość:
Kompletność części nałożonych przez operatora kontroluje system wizyjny.
Robot spawający zintegrowany z zaawansowanym źródłem prądu zapewnia wysoką jakość i powtarzalność procesu spawania.