luty 2017 – sierpień 2017
Drukarka wielkoformatowa
2013
Opis projektu
Firma z branży meblarskiej miała problem z elementami wycinanymi z gąbki. Wiele z nich było do siebie podobnych więc często mieszały się. Trudno było je wtedy posortować i przydzielić do konkretnych produktów. Jakość produktów była zmienna, gdy do wyrobu trafiały podobne lecz jednak różne elementy. Tracono wiele czasu na poprawki.
Rozwiązaniem było naniesienie oznaczeń na gąbkę przed jej pocięciem.
Moja rola:
- Projekt całej struktury nośnej, mechanizmów
- Dobór elementów
- Dokumentacja wykonawcza
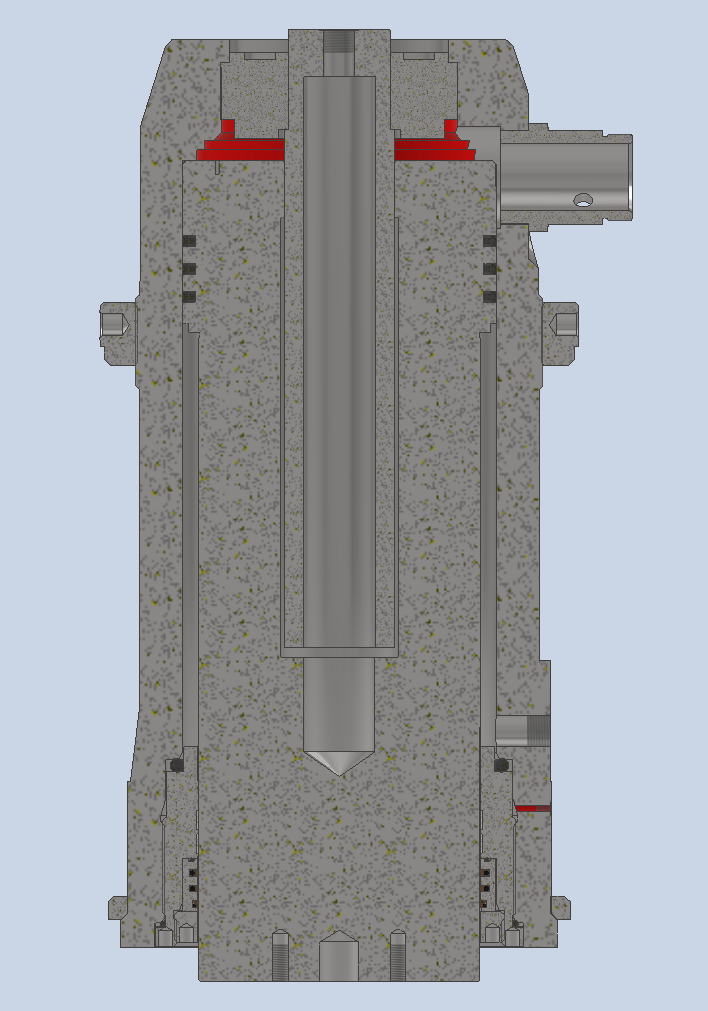
Modernizacja prasy hydraulicznej 250t

styczeń 2021 – kwiecień 2021
Moja rola:
- Projektant – część mechaniczna
- Stworzenie modelu 3D całej prasy – Reverse Engineering
- Współtworzenie wyrzutnika
- Projekt osłony przestrzeni roboczej z napędem pneumatycznym
- Współpraca przy tworzeniu schematu hydraulicznego i doboru elementów
- Modelowanie zespołów hydrauliki siłowej
- Nadzór nad wykonaniem elementów i montażem
- Prowadzenie instalacji i uruchomienia u klienta
Opis projektu
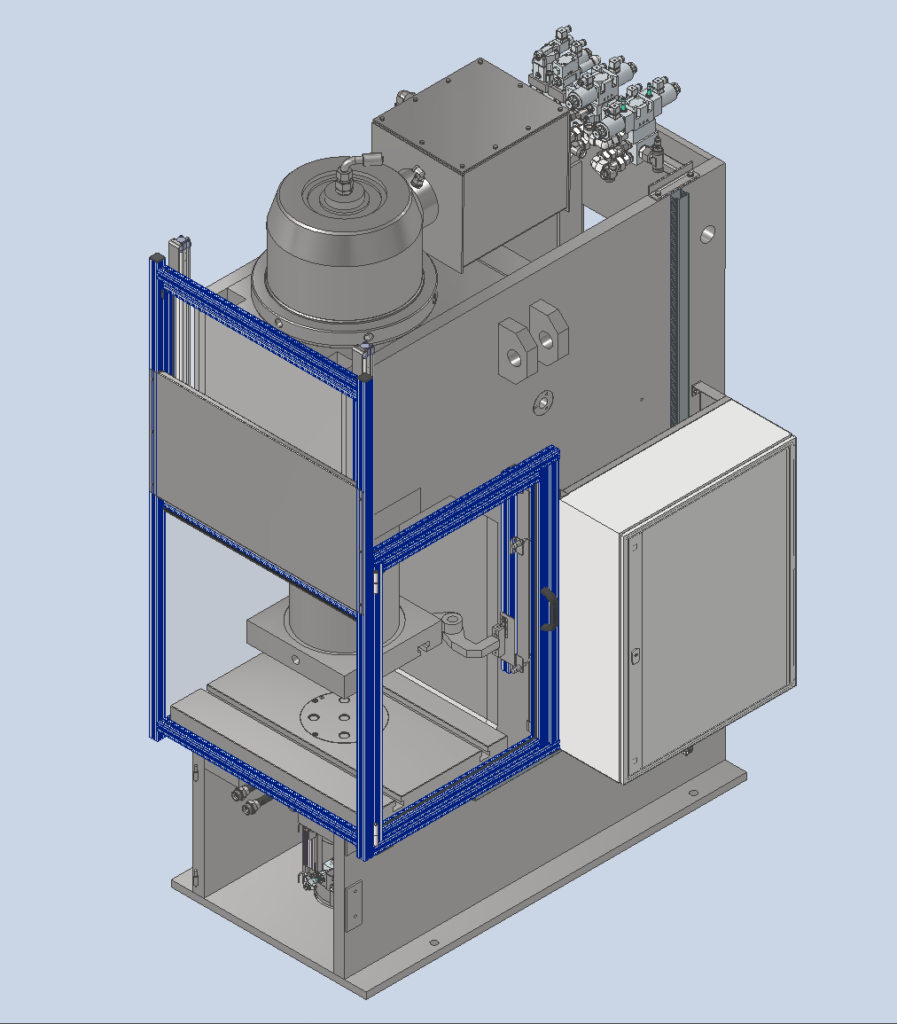
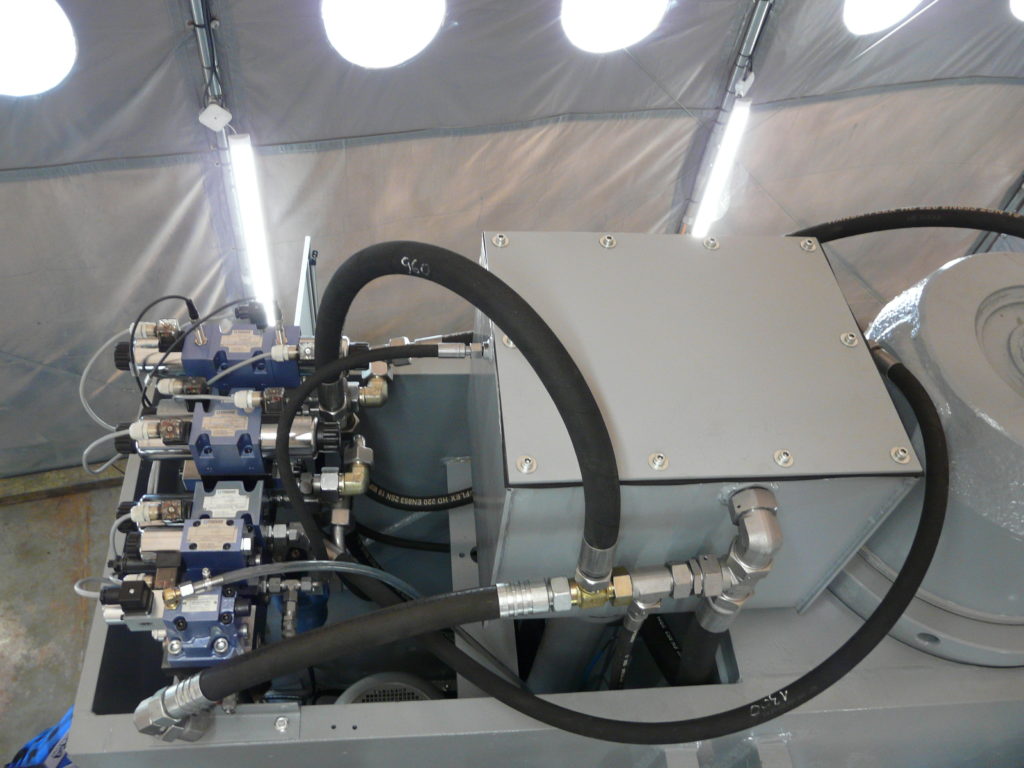
Klient miał starą wysłużoną prasę. Nie spełniała ona już wymogów BHP, miała przecieki i inne uszczerbki. Jednak korpus i główny siłownik były w dobrym stanie. Podjęliśmy się więc gruntownej modernizacji.

Zaprojektowaliśmy nowy układ hydrauliczny, tworząc na nowo układ szybkiego ruchu ze zbiornikiem zalewowym
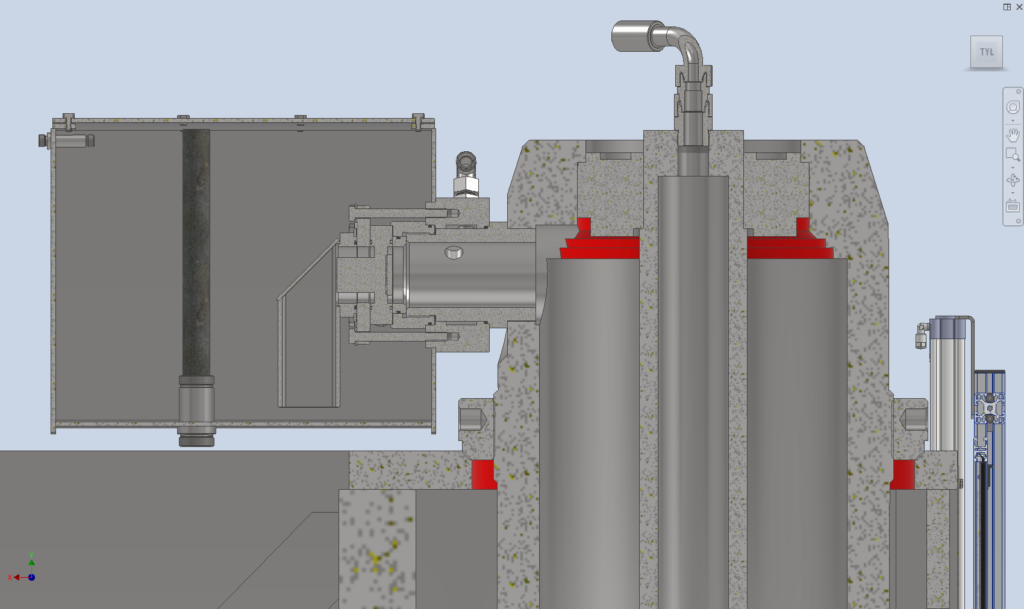
Wykonaliśmy regenerację tłoczyska siłownika głównego wraz ze zmianą rodzaju zastosowanych uszczelnień w całym siłowniku.
Zaprojektowaliśmy osłonę przestrzeni roboczej z pneumatycznie podnoszoną przesłoną.


Nitowanie (Elementy karoserii)
styczeń 2016 – lipiec 2016
Opracowanie i wykonanie urządzenia do nitowania elementów karoserii z wykorzystaniem nitów RIVSET.
Moja rola:
- Projektant – część mechaniczna
- Opracowanie layoutu
- Przygotowanie wstępnego projektu (model 3D), rysunków na potrzeby weryfikacji rozwiązania przez klienta
- Projekt techniczny
- Analiza wytrzymałościowa MES wybranych elementów w celu uzyskania odpowiednich sztywności zapewniających precyzję i powtarzalność
- Dokumentacja wykonawcza
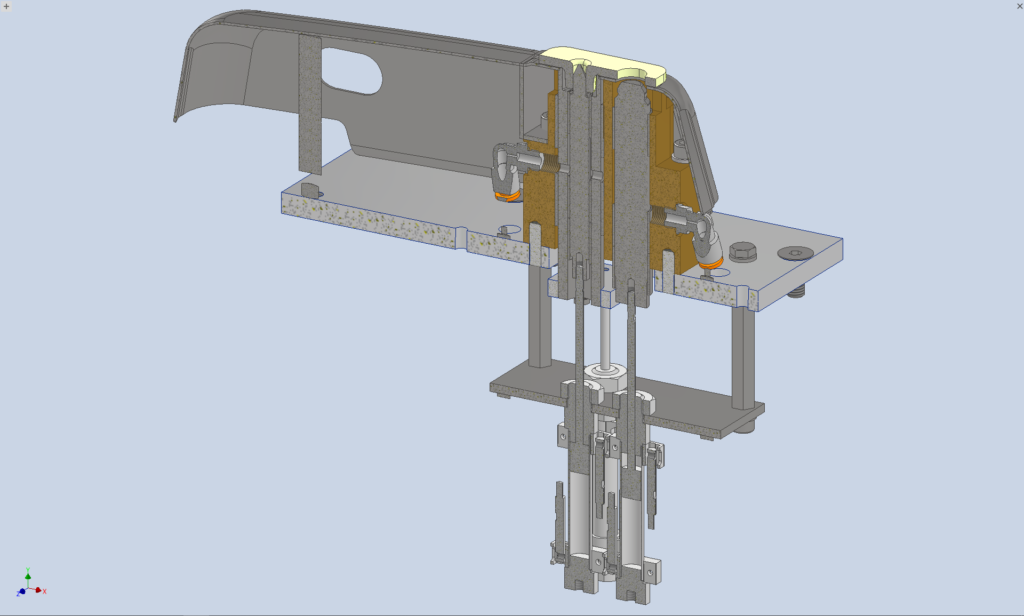
Opis projektu
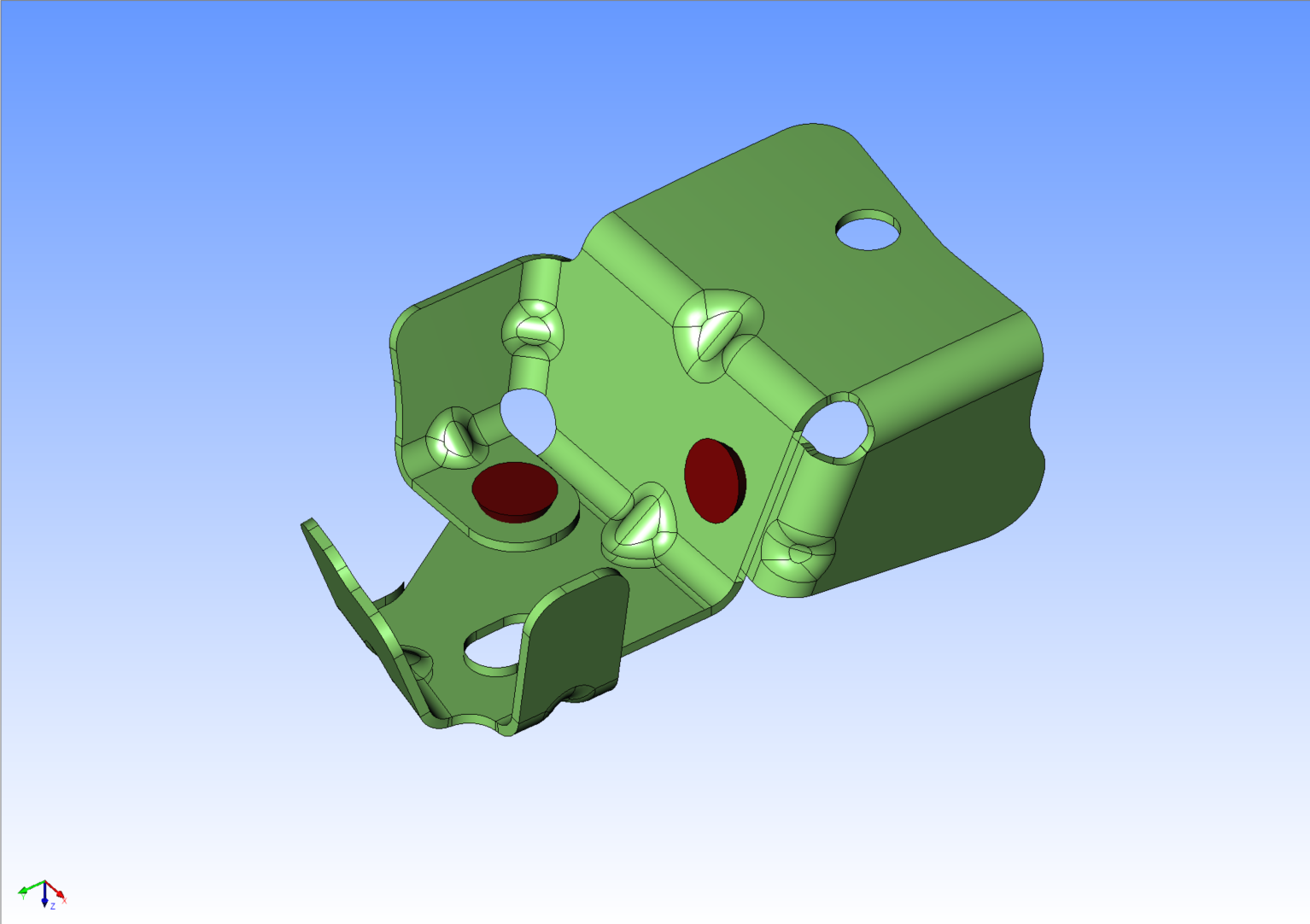
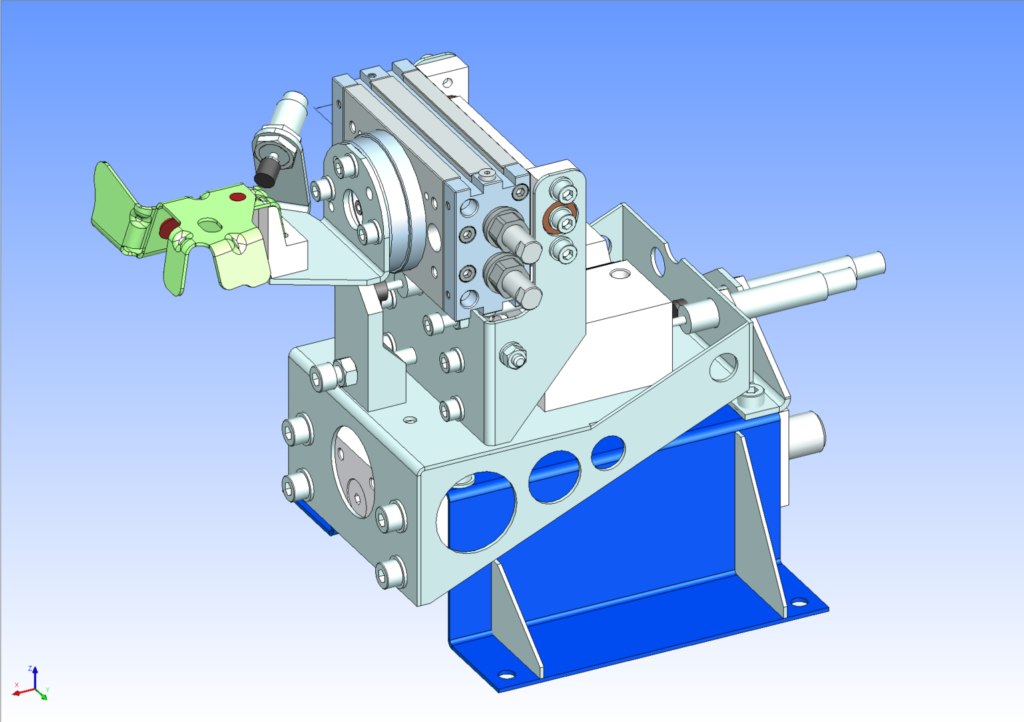
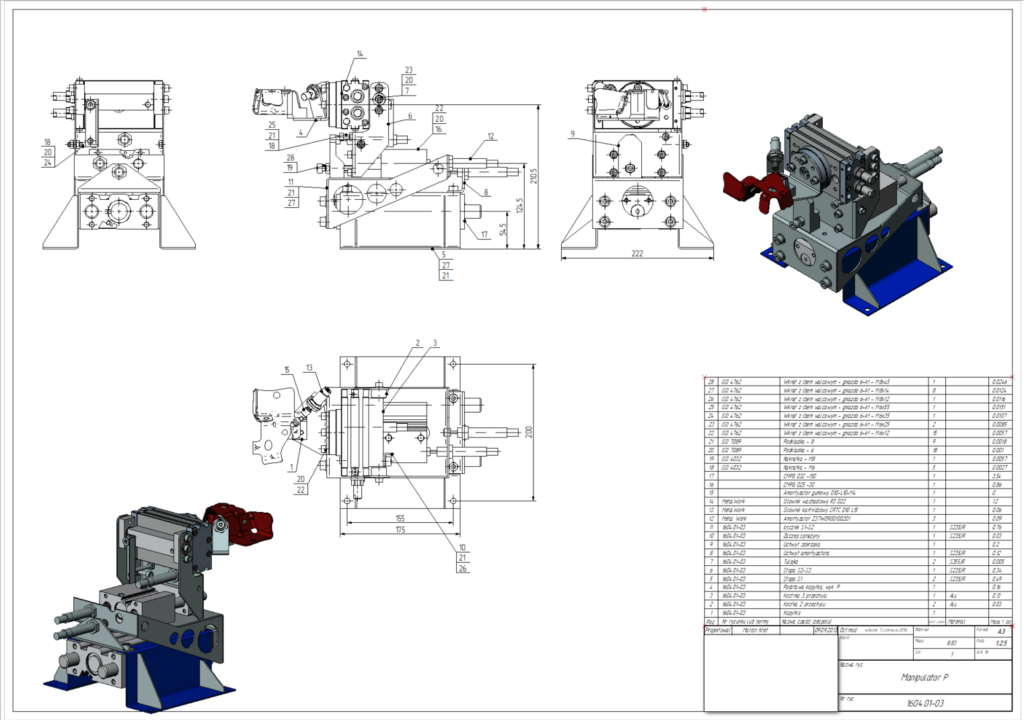
Wykrojony, wytłoczony element w kolejnym kroku powinien być znitowany dwoma nitami. Element występuje w wersji lewej i prawej. Miejsca nitowania znajdują się na dwóch powierzchniach. Na jednym urządzeniu mają być nitowane obie wersje.
Dobierając odpowiednią sekwencję ruchów znalazłem pozycję i sposób uchwycenia detalu zapewniający wykonanie obu połączeń z jednego zamocowania. Zamocowanie części w maszynie bardzo upraszcza i przyspiesza dodatkowe ramię wychylne, na którego końcu znajduje się gniazdo odwzorowujące kształtem detal.
Maszyna służy do wykonywania jednej operacji na jednym rodzaju elementów, zatem ruchy wykonywane są siłownikami pneumatycznymi z wbudowanymi prowadnicami i nastawialnymi skrajnymi pozycjami. Zapewnia to szybkość, niezawodność, powtarzalność, przy niewygórowanej cenie.
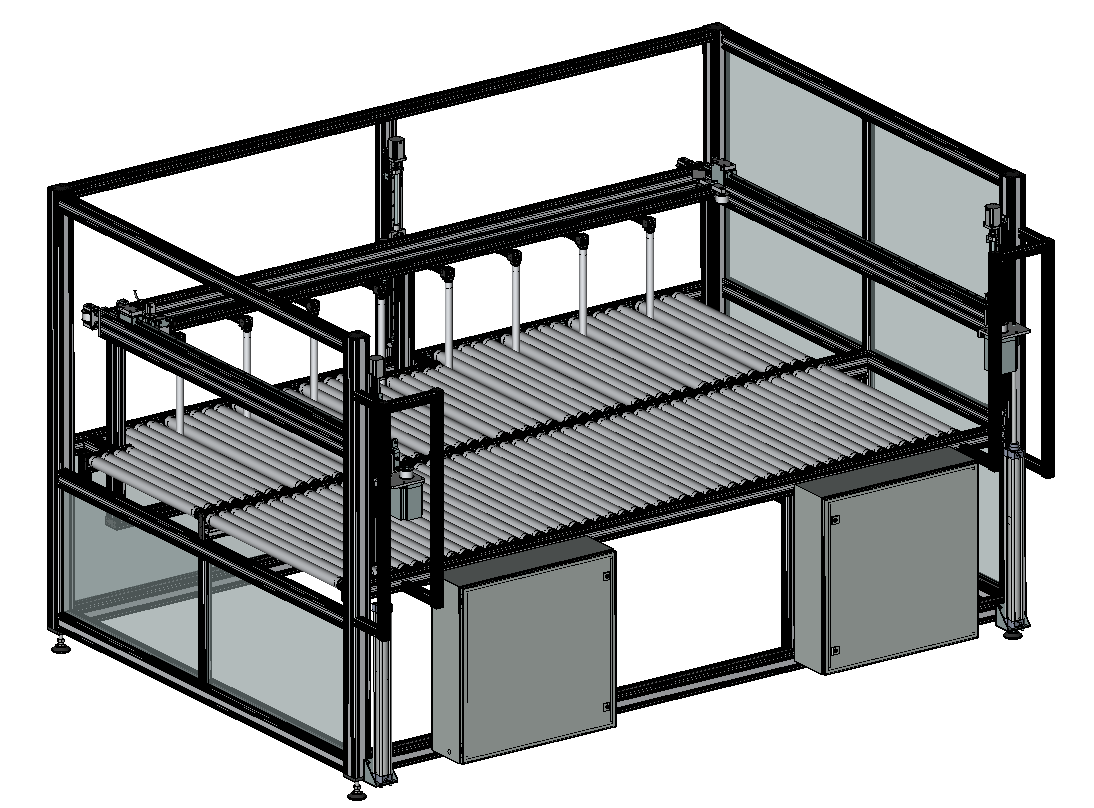
Cela spawalnicza (Elementy karoserii)
wrzesień 2019 – wrzesień 2020
Pracowaliśmy jako partner odpowiedzialny za projekt i wykonanie części mechanicznej i obudowy celi.
Moja rola:
- Kierownik projektu, główny projektant – część mechaniczna
- Opracowanie layoutu – analiza przestrzeni pracy trzech robotów
- Przygotowanie wstępnego projektu (model 3D), rysunków na potrzeby weryfikacji rozwiązania przez klienta
- Współtworzenie oferty cenowo-terminowej
- Koordynacja pracy zespołów konstrukcyjnych i automatyki
- Opracowanie dedykowanego przenośnika z gniazdami Poka-Yoke
- Projekt techniczny
- Analiza wytrzymałościowa MES wybranych elementów
- Dokumentacja wykonawcza
- Nadzór nad wykonaniem części i montażem
- Uruchomienie, prowadzenie testów zakładowych
- Uczestnictwo w testach odbiorowych (FAT)
Opis projektu
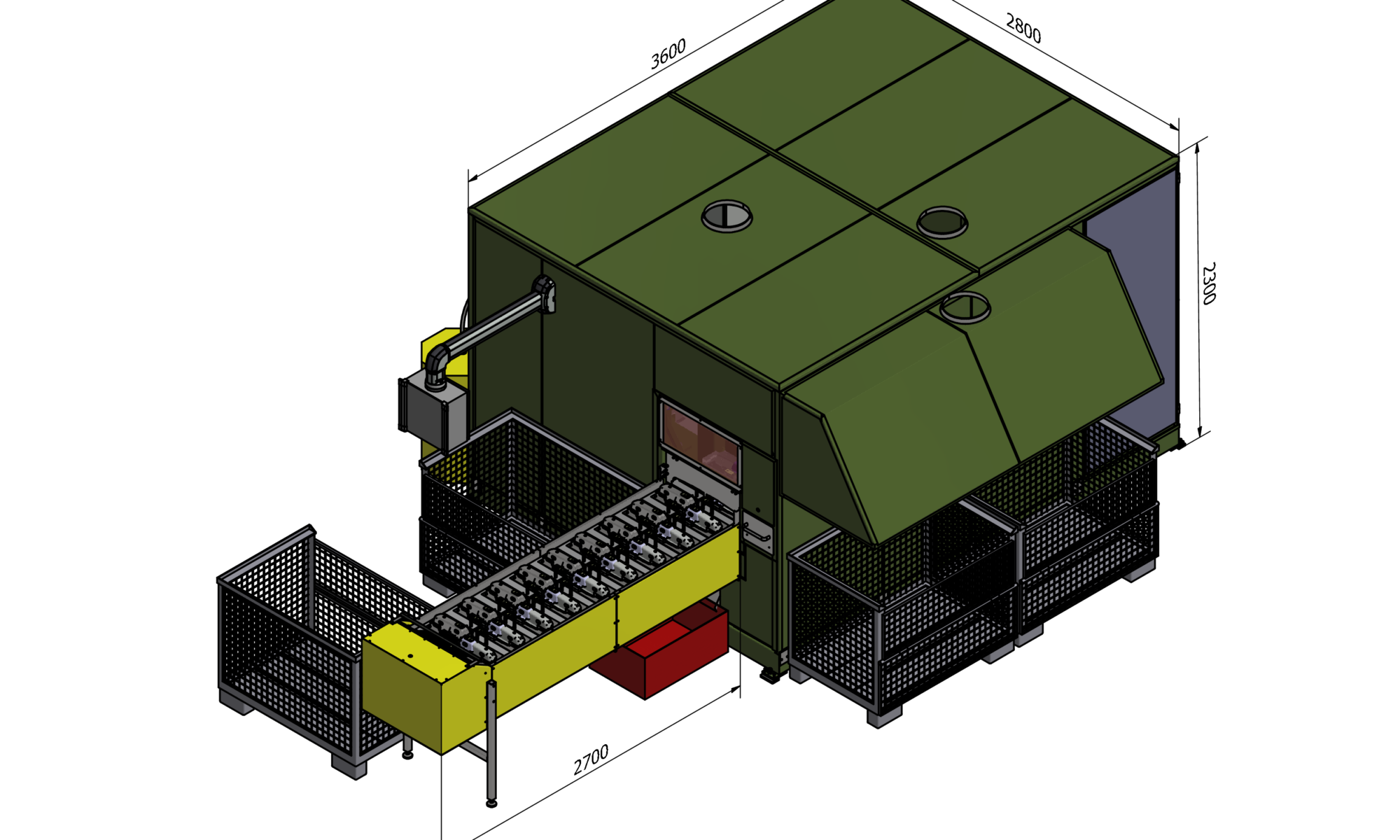
Cela Spawalnicza jest kompleksowym rozwiązaniem zapewniającym wykonanie złożenia części i ich połączenia w procesie spawania.
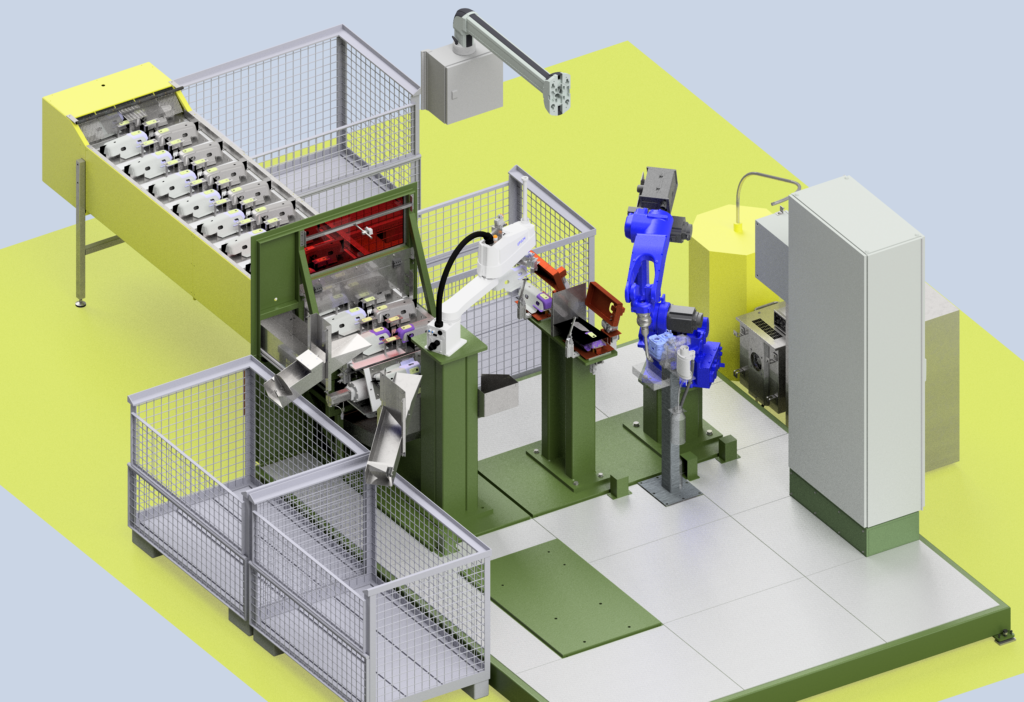
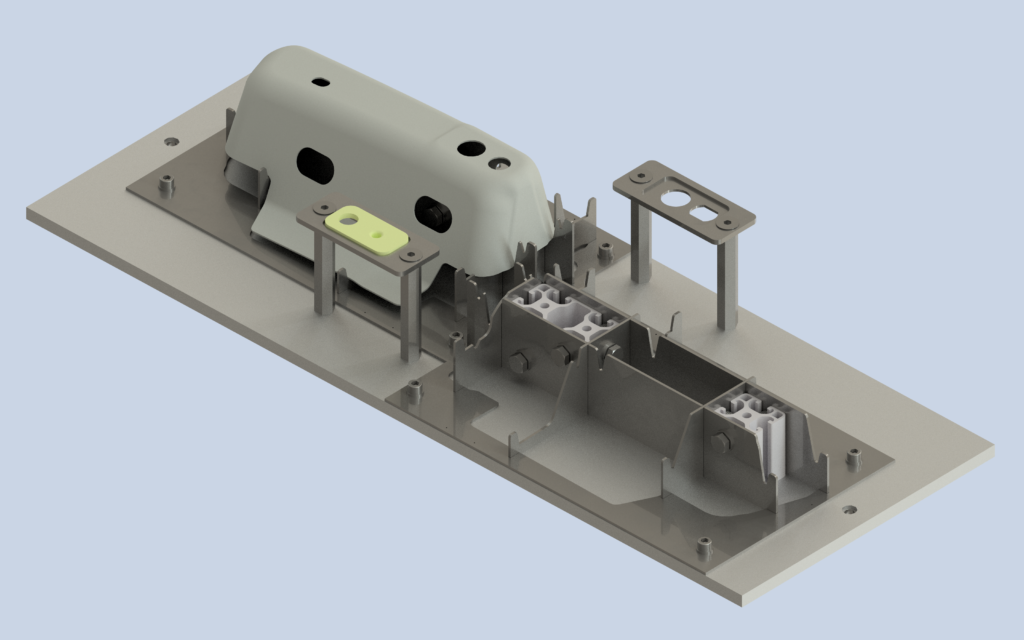
Części składowe wyciągane są przez operatora z koszy stojących przy Celi i układane na przenośniku. Kształtowe gniazda zapewniają właściwe ułożenie części, (nie da się ich ułożyć na niewłaściwym gnieździe, lub w innej orientacji). Na jednej sekcji przenośnika układane są równocześnie części „lewe” i „prawe. Dodatkowo części na przenośniku przejeżdżają przez kształtową bramkę, będącą drugim stopniem kontroli, a zarazem elementem bezpieczeństwa, zatrzymującym maszynę w razie pozostawieniu innych przedmiotów na przenośniku. Ostatnim ogniwem kontroli przed złożeniem detali, znajdujący się już wewnątrz Celi, jest kontrola ich obecności i orientacji zapewniona przez system wizyjny.
Wewnątrz obudowy pracują dwa roboty. Pierwszy, typu SCARA, pobiera obie części z przenośnika i składa je w całość bezpośrednio na gniazdach spawalniczych. Spawanie realizuje drugi robot, tym razem 6-cio osiowy. Po spawaniu SCARA zdejmuje gotowe elementy i odkłada je na odpowiednie rynny zrzutowe.
W Celi „prawe” i „lewe” detale są spawane naprzemiennie. Gdy na jednym gnieździe odbywa się spawanie, drugie jest opróżnianie i składany jest na nim kolejny element.

Proces polega na przyspawaniu grubego małego elementu z dwoma otworami do wytłoczki blaszanej. Aby zapewnić ciągłość procesu zaprojektowaliśmy przenośnik buforujący. Posiada on 24 pary gniazd kształtowych zapewniających bezbłędne ułożenie detali. Ze względu na dużą ilość tych gniazd bardzo kosztowne było by ich wykonanie jako pojedyncze bryły, zatem opracowałem znacznie tańszą wersję opartą na 5 przekrojach.
W zrealizowanej celi pracuje jedn robot spawający. Jeśli zajdzie potrzeba zwiększenia tempa produkcji jest tam miejsce na drugie stanowisko spawalnicze z drugim robotem.
Rodzaje efektów uzyskanych w wyniku wdrożenia pracy
Bezpieczeństwo pracy:
Czyste powietrze – proces składania i spawania odbywa się w zamkniętej przestrzeni, system wyciągowy zapewnia lekkie podciśnienie wewnątrz.
Ochrona wzroku – obudowa celi zapewnia pełną ochronę przed promieniowaniem powstającym podczas spawania.
Konstrukcja:
Kształtowe gniazda przenośnika zapewniają właściwe ułożenie części na przenośniku, co zapewnia bezproblemowe ich pobranie przez robota. Przenośnik składa się z 26 płyt, po dwa gniazda na każdej płycie. Wykonanie takiej ilości gniazd obróbką ubytkową czy przyrostową było by ogromnym kosztem. Zastosowano tu zatem odwzorowanie kształtu elementów za pomocą wybranych przekrojów. Dla detali w tym procesie potrzebne było 5 przekrojów, plus blacha obrysowa zapewniająca łatwiejszą identyfikację gniazd przez operatora. Ich sumaryczny koszt dla całego przenośnika jest porównywalny z kosztem wytworzenia jednej płyty (2 gniazda) metodami ubytkowymi.
Ergonomia:
Części składowe operator nakłada na segmentowy transporter podający, który jest wykonany w sposób uniemożliwiający niewłaściwe posadowienie części.
Przenośnik stanowi bufor części dla procesu co zapewnia operatorowi dostateczną ilość czasu na inne czynności okołoprocesowe (wymiana kontenera z wyrobem gotowym, zapewnienie podzespołów wsadowych na stanowisku załadunku, etc), bez uszczerbku dla wydajność i powtarzalności procesu.
Ekonomia:
Cela obsługuje 2 rodzaje elementów bez konieczności przezbrajania.
Maszyna wyróżnia się łatwością obsługi – proces nie wymaga od operatora wykonania złożenia części wsadowych będących składowymi gotowego wyrobu (wykluczamy niewłaściwe złożenie i redukujemy czas).
Wyrób gotowy wykonany jest w czasie poniżej 22s (wymaganie klienta to 22s – 160 szt/h). Maszyna po optymalizacji procesu spawania (spawanie MAG impulsowe) osiągnęła max wydajność 200 szt./h.
W rzeczywistości nadwyżka czasu jaką osiągnęliśmy po optymalizacji procesu, wykorzystana została na przerwę konserwacyjną (co 4 h pracy czyszczenie stanowisk spawalniczych)
Jakość:
Kompletność części nałożonych przez operatora kontroluje system wizyjny.
Robot spawający zintegrowany z zaawansowanym źródłem prądu zapewnia wysoką jakość i powtarzalność procesu spawania.
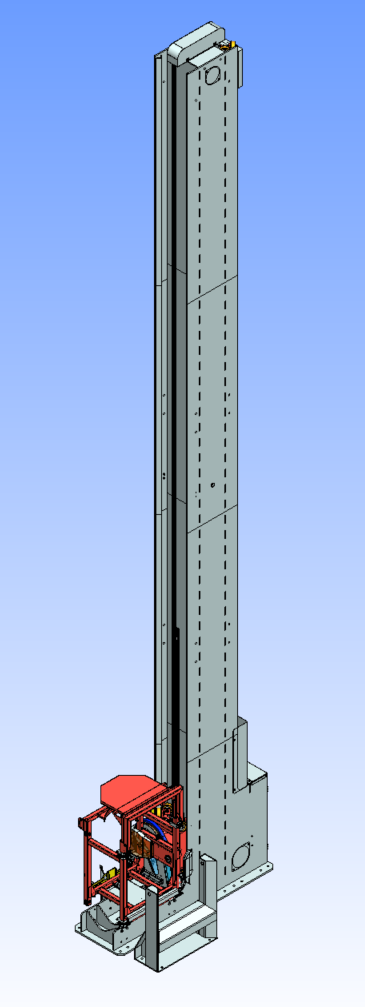
Podnośnik beczek (Zasyp pieca)
maj 2015 – maj 2017
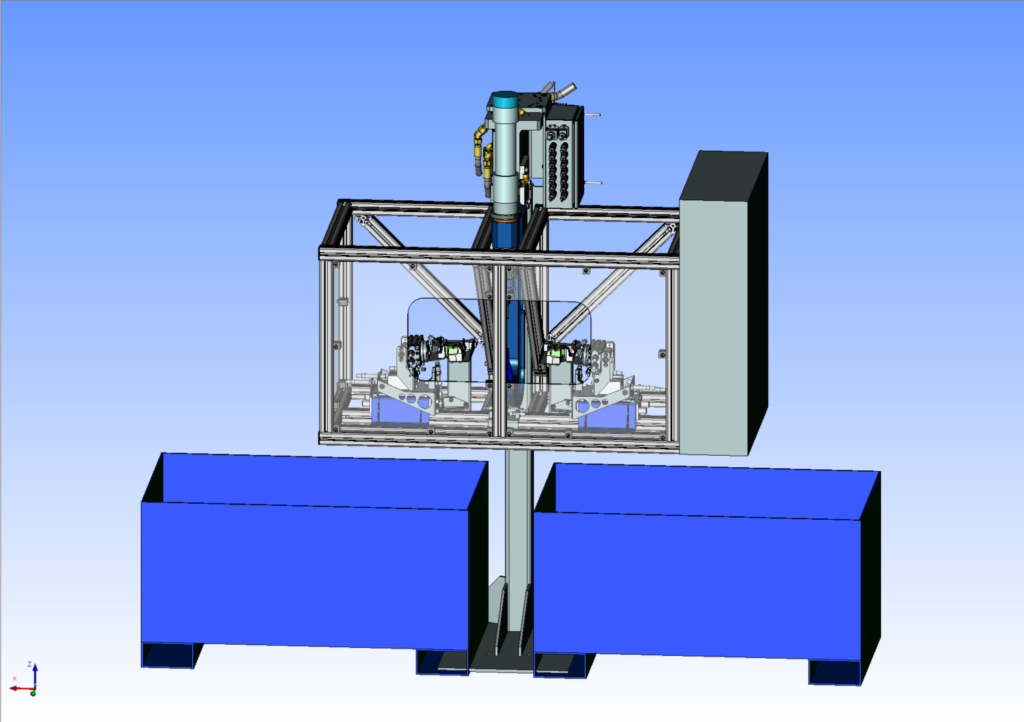
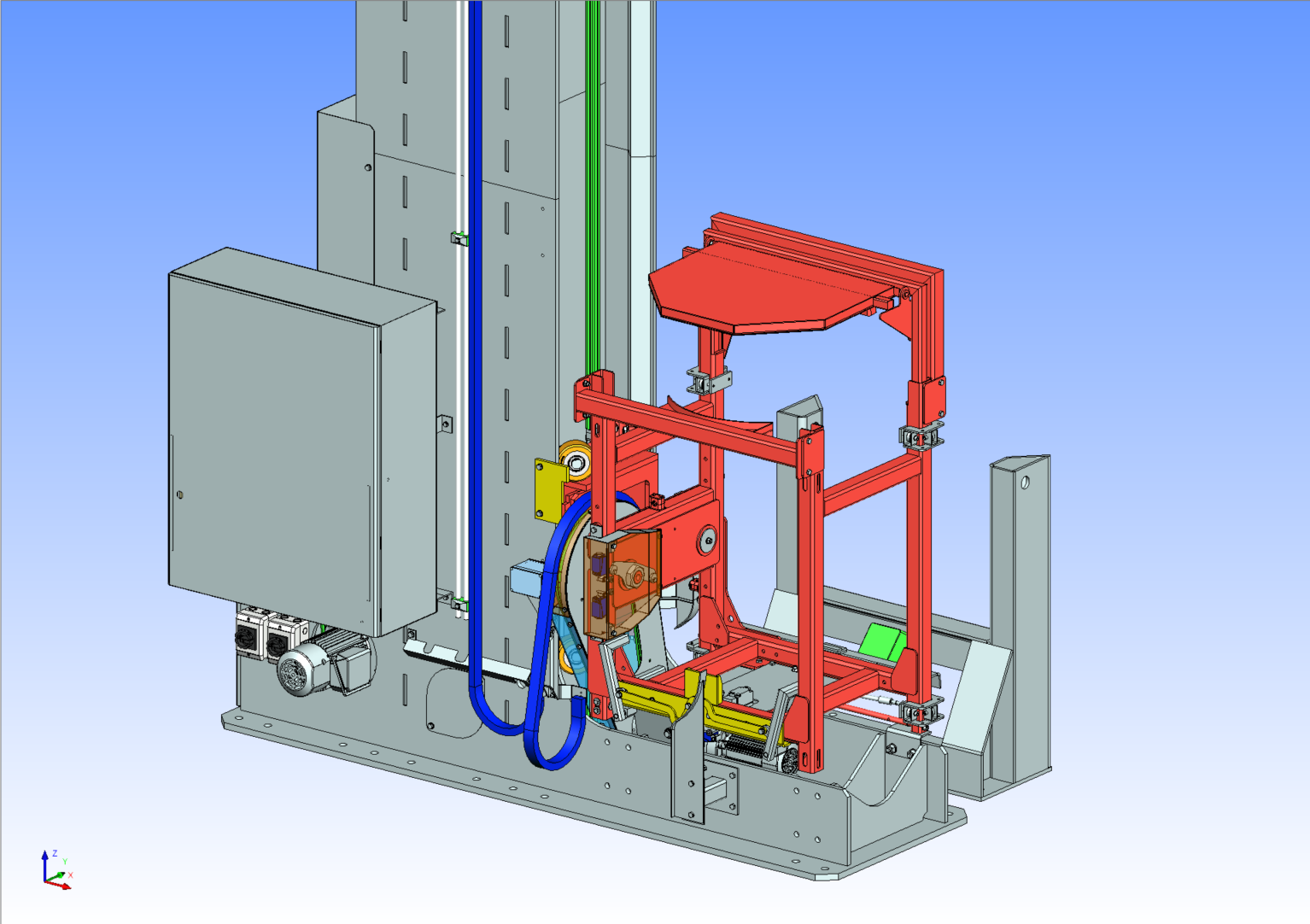
Projekt polegał na opracowaniu i wykonaniu dedykowanych podnośników służących do zasypu pieca do przetopu odpadów tytanowych.
Moja rola:
- Kierownik projektu, projektant.
Projekt prowadzony dla polsko-amerykańskiej firmy, większość dialogu prowadzona w języku angielskim - Przygotowanie koncepcji podnośnika w oparciu o założenia zawarte w zapytaniu
- Prezentacja koncepcji rozwiązania, przyjęcie uwag i pytań. Wprowadzenie zmian
- Przygotowanie wstępnego projektu (model 3D), rysunków i animacji na potrzeby weryfikacji rozwiązania przez klienta (wstawienie Podnośników w całościowy projekt)
- Współtworzenie oferty cenowo-terminowej
- Analiza przyczyn i skutków wad oraz wpływu i krytyczności dla procesu produkcyjnego – (FMEA)
- Projekt techniczny
- Analiza wytrzymałościowa MES
- Dokumentacja wykonawcza
- Nadzór nad wykonaniem części i montażem
- Uruchomienie, prowadzenie testów zakładowych
- Uczestnictwo w testach odbiorowych (FAT)